
من زاویه برش یک قطعه MDF رو میخواستم به دست بیارم. همونطور که در شکل مشخصه، ضخامت MDF، 18 میلیمتر هست و برشها از 3 طرف به اندازه 7 سانت به داخل اومده. یه برش صاف (رنگ زرد) و یه برش مورب (رنگ قرمز) توی شکل مشخصه. برای به دست آوردن زاویه برش زرد رنگ مشکلی نست، ولی برای زاویه برش اون قسمت قرمز، واقعاً نمیدونم چطور باید محاسبه بشه. طول کار متغیر هست و بسته به طراحی ممکنه کوتاه و بلند بشه. برش قرمز رنگ، از گوشه کار شروع میشه و تا 5 میلیمتر مونده با پایین کار میاد (یعنی 13 میلیمتر ارتفاع برش) که خوب ممکنه با تغییر ضخامت MDF، این اندازه ها هم عوض بشه. در واقع من دنبال فرمول محاسبه این زاویه هستم که بتونم با یک فایل اکسل و دادن طول کار زاویه برش رو محاسبه کنم. برای تفهیم بهتر، عکس پایین رو ببینید تا منظورم از زاویه برش رو بهتر متوجه بشید. ممنون از وقتی که میذارید
محاسبه زاویه برش
محاسبه زاویه برش
سلام دوستان
من زاویه برش یک قطعه MDF رو میخواستم به دست بیارم. همونطور که در شکل مشخصه، ضخامت MDF، 18 میلیمتر هست و برشها از 3 طرف به اندازه 7 سانت به داخل اومده. یه برش صاف (رنگ زرد) و یه برش مورب (رنگ قرمز) توی شکل مشخصه. برای به دست آوردن زاویه برش زرد رنگ مشکلی نست، ولی برای زاویه برش اون قسمت قرمز، واقعاً نمیدونم چطور باید محاسبه بشه. طول کار متغیر هست و بسته به طراحی ممکنه کوتاه و بلند بشه. برش قرمز رنگ، از گوشه کار شروع میشه و تا 5 میلیمتر مونده با پایین کار میاد (یعنی 13 میلیمتر ارتفاع برش) که خوب ممکنه با تغییر ضخامت MDF، این اندازه ها هم عوض بشه. در واقع من دنبال فرمول محاسبه این زاویه هستم که بتونم با یک فایل اکسل و دادن طول کار زاویه برش رو محاسبه کنم. برای تفهیم بهتر، عکس پایین رو ببینید تا منظورم از زاویه برش رو بهتر متوجه بشید. ممنون از وقتی که میذارید
من زاویه برش یک قطعه MDF رو میخواستم به دست بیارم. همونطور که در شکل مشخصه، ضخامت MDF، 18 میلیمتر هست و برشها از 3 طرف به اندازه 7 سانت به داخل اومده. یه برش صاف (رنگ زرد) و یه برش مورب (رنگ قرمز) توی شکل مشخصه. برای به دست آوردن زاویه برش زرد رنگ مشکلی نست، ولی برای زاویه برش اون قسمت قرمز، واقعاً نمیدونم چطور باید محاسبه بشه. طول کار متغیر هست و بسته به طراحی ممکنه کوتاه و بلند بشه. برش قرمز رنگ، از گوشه کار شروع میشه و تا 5 میلیمتر مونده با پایین کار میاد (یعنی 13 میلیمتر ارتفاع برش) که خوب ممکنه با تغییر ضخامت MDF، این اندازه ها هم عوض بشه. در واقع من دنبال فرمول محاسبه این زاویه هستم که بتونم با یک فایل اکسل و دادن طول کار زاویه برش رو محاسبه کنم. برای تفهیم بهتر، عکس پایین رو ببینید تا منظورم از زاویه برش رو بهتر متوجه بشید. ممنون از وقتی که میذارید
شما دسترسی جهت مشاهده فایل پیوست این پست را ندارید.

Re: محاسبه زاویه برش
سلام برش قرمز دارای 2 زاویه هست که یکی زاویه اره برشگر گرد قرمزرنگ که توی عکس هست نسبت به صفحه عمود هست و دیگری زاویه ای که چوب با خط موازی برش داره که باعث بشه از اول تا اخر زاویه دار برش داده بشه.
با فرض اینکه منظور از 7 سانت قاعده مثلث هست عرض متغیر رو با W و ارتفاع کف رو با Z0=5mm و ارتفاع کل رو با Z=18mm و فاصله برش رو با d=70mm نشون میدیم.
زاویه برش زرد رنگ
$$\theta_{Yellow} = arctan(\frac{Z-Z0}{d})= arctan(\frac{18-5}{70})$$
برا قسمت قرمز رنگ هم زاویه ای که به مرور باعث برش از 18 تا 5 میلیمتر میشه هم مثل همین
$$\theta_{Red1} = arctan(\frac{Z-Z0}{W})= arctan(\frac{18-5}{W})$$
برا قسمت قرمزرنگ زاویه برش گر، نقطه ای که برش به 7 سانتیمتر رسیده رو انتخاب میکنیم. ارتفاع Zx در اونجا مجهول هست و ابتدا Zx رو به دست میاریم که به صورت تناسبی کاهش پیدا کرده.
$$Zx=(Z-Z0)\frac{d}{W}+Z0=(18-5)\frac{70}{W}+5$$
حالا از رابطه تانژانت معکوس استفاده میکنیم.
$$\theta_{Red2} = arctan(\frac{Z-Zx}{d})=arctan(\frac{Z-((Z-Z0)\frac{d}{W}+Z0)}{d})=arctan(\frac{18-((13)\frac{70}{W}+5)}{70})$$
با فرض اینکه منظور از 7 سانت قاعده مثلث هست عرض متغیر رو با W و ارتفاع کف رو با Z0=5mm و ارتفاع کل رو با Z=18mm و فاصله برش رو با d=70mm نشون میدیم.
زاویه برش زرد رنگ
$$\theta_{Yellow} = arctan(\frac{Z-Z0}{d})= arctan(\frac{18-5}{70})$$
برا قسمت قرمز رنگ هم زاویه ای که به مرور باعث برش از 18 تا 5 میلیمتر میشه هم مثل همین
$$\theta_{Red1} = arctan(\frac{Z-Z0}{W})= arctan(\frac{18-5}{W})$$
برا قسمت قرمزرنگ زاویه برش گر، نقطه ای که برش به 7 سانتیمتر رسیده رو انتخاب میکنیم. ارتفاع Zx در اونجا مجهول هست و ابتدا Zx رو به دست میاریم که به صورت تناسبی کاهش پیدا کرده.
$$Zx=(Z-Z0)\frac{d}{W}+Z0=(18-5)\frac{70}{W}+5$$
حالا از رابطه تانژانت معکوس استفاده میکنیم.
$$\theta_{Red2} = arctan(\frac{Z-Zx}{d})=arctan(\frac{Z-((Z-Z0)\frac{d}{W}+Z0)}{d})=arctan(\frac{18-((13)\frac{70}{W}+5)}{70})$$
آخرین ویرایش توسط ghm یکشنبه ۱۴۰۰/۱۲/۲۲ - ۰۲:۳۹, ویرایش شده کلا 1 بار
˙ ·٠•♥ السلام علی بقیه الله فی ارضه ♥•٠·˙
Re: محاسبه زاویه برش
سلام دوست عزیز
یک دنیا ممنون بابت وقتی که گذاشتید و تشریح کاملی که برای حل این مسئله نوشتید.
راه حل شما برای برش زرد رنگ کاملاً درست هست و جواب، زاویه 10/52 درجه میشه. ولی توی برش قرمز رنگ، برای طول 964 میلیمتر، من توی نرم افزار به زاویه 9/77 درجه رسیدم، در حالی که جواب فرمولی که شما زحمت ارسالش رو کشیدید، برای این طول تقریباً معادل 17/49 میشه.
این رو هم بگم که من متأسفانه خیلی ریاضیم خوب نیست و به هر صورت نمیتونم روی راه حل شما استدلالی داشته باشم، ولی میدونم زاویه برش روی طول 964 میلیمتر، باید به عدد 9/77 برسه، چون نرم افزار خطا نباید داشته باشه، ولی چون هر بار که طول تغییر میکنه باید توی نرم افزار مجدداً ترسیم بشه و زوایه اش محاسبه بشه و کار وقتگیری هست، اینه که من به دنبال فرمولی بودم که توی اکسل بتونم با وارد کردن طول، زاویه رو محاسبه کنم.
توی اکسل هم از این فرمول استفاده کردم که خوب، توی برش زرد رنگ کاملاً درست در میاد:
ATAN(x)*180/PI()
حالا امیدارم بتونید راهنمایی کنید که بتونم به یه فرمول درست برسم
به هر صورت از وقتی که گذاشتید و توضیحاتتون بینهایت سپاسگزارم
یک دنیا ممنون بابت وقتی که گذاشتید و تشریح کاملی که برای حل این مسئله نوشتید.
راه حل شما برای برش زرد رنگ کاملاً درست هست و جواب، زاویه 10/52 درجه میشه. ولی توی برش قرمز رنگ، برای طول 964 میلیمتر، من توی نرم افزار به زاویه 9/77 درجه رسیدم، در حالی که جواب فرمولی که شما زحمت ارسالش رو کشیدید، برای این طول تقریباً معادل 17/49 میشه.
این رو هم بگم که من متأسفانه خیلی ریاضیم خوب نیست و به هر صورت نمیتونم روی راه حل شما استدلالی داشته باشم، ولی میدونم زاویه برش روی طول 964 میلیمتر، باید به عدد 9/77 برسه، چون نرم افزار خطا نباید داشته باشه، ولی چون هر بار که طول تغییر میکنه باید توی نرم افزار مجدداً ترسیم بشه و زوایه اش محاسبه بشه و کار وقتگیری هست، اینه که من به دنبال فرمولی بودم که توی اکسل بتونم با وارد کردن طول، زاویه رو محاسبه کنم.
توی اکسل هم از این فرمول استفاده کردم که خوب، توی برش زرد رنگ کاملاً درست در میاد:
ATAN(x)*180/PI()
حالا امیدارم بتونید راهنمایی کنید که بتونم به یه فرمول درست برسم
به هر صورت از وقتی که گذاشتید و توضیحاتتون بینهایت سپاسگزارم
Re: محاسبه زاویه برش
سلام اعداد رو در فرمول نهایی قرار میدیم :
$$\theta_{Red2} = arctan(\frac{Z-Zx}{d})=arctan(\frac{Z-((Z-Z0)\frac{d}{W}+Z0)}{d})\\=arctan(\frac{13-13\times\frac{70}{946}}{70})=arctan(\frac{13-0.94398}{70})=arctan(0.172228)$$
$$= 9.77211$$
آخرین ویرایش توسط ghm یکشنبه ۱۴۰۰/۱۲/۲۲ - ۰۲:۴۰, ویرایش شده کلا 1 بار
˙ ·٠•♥ السلام علی بقیه الله فی ارضه ♥•٠·˙
Re: محاسبه زاویه برش
جناب واقعاً ممنونم ازتون. خیلی لطف کردید واقعاً. فکر کنم اشتباه من این بود که عدد 5 رو به جای اینکه از 18 کم کنم، به اون اضافه میکردم
واقعاً سپاسگزارم از وقتی که گذاشتید و حوصله ای که به خرج دادید. دم شما گرم

واقعاً سپاسگزارم از وقتی که گذاشتید و حوصله ای که به خرج دادید. دم شما گرم
-
rohamavation
نام: roham hesami radرهام حسامی راد
محل اقامت: 100 مایلی شمال لندن جاده آیلستون، لستر، لسترشر. LE2
عضویت : سهشنبه ۱۳۹۹/۸/۲۰ - ۰۸:۳۴
پست: 3282-
سپاس: 5494
- جنسیت:
تماس:
Re: محاسبه زاویه برش
اونچه تو کارگاه ورق کاری میخونیم
راه حل: در حین ماشینکاری، مواد اضافی به صورت تراشه و فقط با برش زدن به تدریج حذف می شوند. اگرچه برش در یک منطقه ضخیم سه بعدی انجام می شود، به طور معمول به دلیل سادگی در محاسبه فرض می شود که در یک صفحه دو بعدی رخ می دهد. صفحه ای که برش در امتداد آن صورت می گیرد، صفحه برشی نامیده می شود. زاویه صفحه برشی زاویه شیب صفحه برشی فرضی از بردار سرعت برش است که در صفحه متعامد اندازه گیری می شود. با βO نشان داده می شود. می توان آن را بر حسب ضریب کاهش تراشه (ζ) و زاویه چنگک متعامد (γO) بیان کرد، همانطور که در زیر آورده شده است.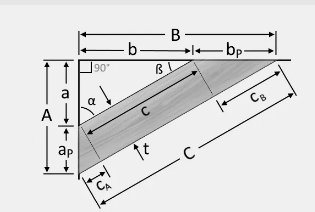
$\tan {\beta _O} = \frac{{\cos {\gamma _O}}}{{\zeta – \sin {\gamma _O}}}$
ضریب کاهش تراشه (ζ) نسبت بین ضخامت تراشه (a2) به ضخامت برش نخورده (a1) است. بنابراین یک کمیت بدون واحد است. ضخامت براده معمولاً بزرگتر از ضخامت برش نخورده مربوطه است (یعنی a2 > a1) به دلیل کرنش برشی مثبتی که در ماشینکاری وجود دارد. بنابراین ضریب کاهش تراشه همیشه بزرگتر از یک است، به ویژه در ماشینکاری در مقیاس ماکرو. از نظر ریاضی،$\zeta =
\frac{{{a_2}}}{{{a_1}}} > 1$
کرنش برش (ε) معیار کرنش متوسطی است که در اثر برش در حین ماشینکاری ایجاد می شود. این کرنش را می توان بر حسب زاویه چنگک متعامد (γO) ابزار برش و زاویه برشی (βO) که در زیر آورده شده است بیان کرد.$\varepsilon = \cot {\beta _o} + \tan ({\beta _o} – {\gamma _o})$
زاویه چنگک ابزار برش تحت هندسه ابزار قرار می گیرد و پس از انتخاب یک ابزار خاص برای ماشینکاری، می توان آن را به عنوان یک متغیر مستقل طبقه بندی کرد. با این حال، ضریب کاهش تراشه (ζ) یک متغیر است و به چندین ویژگی بستگی دارد. طبق تعریف، ضریب کاهش تراشه نسبت بین ضخامت تراشه (a2) و ضخامت برش نخورده (a1) است. در برش های معمولی در مقیاس ماکرو، ضخامت تراشه همیشه بزرگتر از ضخامت تراشه برش نخورده است (یعنی a2 > a1) به دلیل برش و کرنش لایه ای. از نظر ریاضی،
$\zeta = \frac{{{a_2}}}{{{a_1}}} > 1$
پس میشه $\βO_{roham} = arctan(\frac{y-yx}{z})=arctan(\frac{y-((y-y0)\frac{z}{d}+y0)}{z})\\$
در خمش هم ${\displaystyle BA=A\left({\frac {\pi }{180}}\right)\left(R+(K\times T\right))}$
موارد زیر برخی از اصطلاحاتی است که در ورقکاری فلز استفاده میشود. طراحان هنگام طراحی برای خم، باید از دستورالعمل های ماشین آلات پیروی کنند. خمها را میتوان با این پارامترها مشخص کرد. برخی از ابعاد مهم که هنگام تنظیم ورق فلز در نرم افزار باید مورد توجه قرار گیرند عبارتند از ضخامت ورق فلز، ضریب K و شعاع خم. باید بررسی شود که آیا این عوامل با ابزاری که در تولید استفاده میشود مطابقت دارند یا خیر. این راهنما رهنمودهای مهمی را برای عملکرد خوب طراحی ارائه می دهد.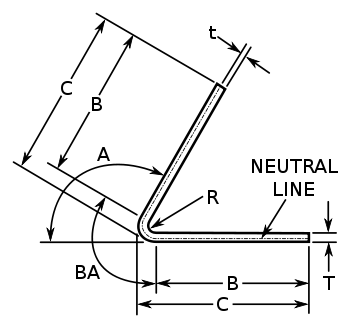
خط خم – خط مستقیم روی سطح ورق ، در دو طرف خم ، که ابتدا و انتهای خم را مشخص میکند.
شعاع خم – فاصله از محور خم تا لایه میانی خم (شعاع خم خارجی برابر است با شعاع خمش داخلی به علاوه ضخامت ورق).
زاویه خم – زاویه خم، بین فلنج خم شده و موقعیت ورق اصلی آن اندازه گیری میشود.
محور خنثی – محلی در ورق که نه کشیده شده و نه فشرده شده است و بنابراین در یک طول ثابت باقی میماند.
عامل K – محل قرارگیری محور خنثی در ماده، به عنوان نسبت فاصله محور خنثی T به ضخامت ماده محاسبه شده است. عامل K به عوامل مختلفی بستگی دارد (جنس، روش خم، زاویه خم و غیره) و از 0.25 بیشتر است، اما نمی تواند از 0.50 تجاوز کند. عامل K = T / t
مقدار خم – طول محور خنثی بین خطوط خم یا طول قوس خم. مقدار خم به اضافه طول لبه خم برابر است با طول کلی سطح..hope I helped you understand the question. Roham Hesami, sixth semester of aerospace engineering
رهام حسامی ترم ششم مهندسی هوافضا
راه حل: در حین ماشینکاری، مواد اضافی به صورت تراشه و فقط با برش زدن به تدریج حذف می شوند. اگرچه برش در یک منطقه ضخیم سه بعدی انجام می شود، به طور معمول به دلیل سادگی در محاسبه فرض می شود که در یک صفحه دو بعدی رخ می دهد. صفحه ای که برش در امتداد آن صورت می گیرد، صفحه برشی نامیده می شود. زاویه صفحه برشی زاویه شیب صفحه برشی فرضی از بردار سرعت برش است که در صفحه متعامد اندازه گیری می شود. با βO نشان داده می شود. می توان آن را بر حسب ضریب کاهش تراشه (ζ) و زاویه چنگک متعامد (γO) بیان کرد، همانطور که در زیر آورده شده است.
$\tan {\beta _O} = \frac{{\cos {\gamma _O}}}{{\zeta – \sin {\gamma _O}}}$
ضریب کاهش تراشه (ζ) نسبت بین ضخامت تراشه (a2) به ضخامت برش نخورده (a1) است. بنابراین یک کمیت بدون واحد است. ضخامت براده معمولاً بزرگتر از ضخامت برش نخورده مربوطه است (یعنی a2 > a1) به دلیل کرنش برشی مثبتی که در ماشینکاری وجود دارد. بنابراین ضریب کاهش تراشه همیشه بزرگتر از یک است، به ویژه در ماشینکاری در مقیاس ماکرو. از نظر ریاضی،$\zeta =
\frac{{{a_2}}}{{{a_1}}} > 1$
کرنش برش (ε) معیار کرنش متوسطی است که در اثر برش در حین ماشینکاری ایجاد می شود. این کرنش را می توان بر حسب زاویه چنگک متعامد (γO) ابزار برش و زاویه برشی (βO) که در زیر آورده شده است بیان کرد.$\varepsilon = \cot {\beta _o} + \tan ({\beta _o} – {\gamma _o})$
زاویه چنگک ابزار برش تحت هندسه ابزار قرار می گیرد و پس از انتخاب یک ابزار خاص برای ماشینکاری، می توان آن را به عنوان یک متغیر مستقل طبقه بندی کرد. با این حال، ضریب کاهش تراشه (ζ) یک متغیر است و به چندین ویژگی بستگی دارد. طبق تعریف، ضریب کاهش تراشه نسبت بین ضخامت تراشه (a2) و ضخامت برش نخورده (a1) است. در برش های معمولی در مقیاس ماکرو، ضخامت تراشه همیشه بزرگتر از ضخامت تراشه برش نخورده است (یعنی a2 > a1) به دلیل برش و کرنش لایه ای. از نظر ریاضی،
$\zeta = \frac{{{a_2}}}{{{a_1}}} > 1$
پس میشه $\βO_{roham} = arctan(\frac{y-yx}{z})=arctan(\frac{y-((y-y0)\frac{z}{d}+y0)}{z})\\$
در خمش هم ${\displaystyle BA=A\left({\frac {\pi }{180}}\right)\left(R+(K\times T\right))}$
موارد زیر برخی از اصطلاحاتی است که در ورقکاری فلز استفاده میشود. طراحان هنگام طراحی برای خم، باید از دستورالعمل های ماشین آلات پیروی کنند. خمها را میتوان با این پارامترها مشخص کرد. برخی از ابعاد مهم که هنگام تنظیم ورق فلز در نرم افزار باید مورد توجه قرار گیرند عبارتند از ضخامت ورق فلز، ضریب K و شعاع خم. باید بررسی شود که آیا این عوامل با ابزاری که در تولید استفاده میشود مطابقت دارند یا خیر. این راهنما رهنمودهای مهمی را برای عملکرد خوب طراحی ارائه می دهد.
خط خم – خط مستقیم روی سطح ورق ، در دو طرف خم ، که ابتدا و انتهای خم را مشخص میکند.
شعاع خم – فاصله از محور خم تا لایه میانی خم (شعاع خم خارجی برابر است با شعاع خمش داخلی به علاوه ضخامت ورق).
زاویه خم – زاویه خم، بین فلنج خم شده و موقعیت ورق اصلی آن اندازه گیری میشود.
محور خنثی – محلی در ورق که نه کشیده شده و نه فشرده شده است و بنابراین در یک طول ثابت باقی میماند.
عامل K – محل قرارگیری محور خنثی در ماده، به عنوان نسبت فاصله محور خنثی T به ضخامت ماده محاسبه شده است. عامل K به عوامل مختلفی بستگی دارد (جنس، روش خم، زاویه خم و غیره) و از 0.25 بیشتر است، اما نمی تواند از 0.50 تجاوز کند. عامل K = T / t
مقدار خم – طول محور خنثی بین خطوط خم یا طول قوس خم. مقدار خم به اضافه طول لبه خم برابر است با طول کلی سطح..hope I helped you understand the question. Roham Hesami, sixth semester of aerospace engineering

Re: محاسبه زاویه برش
آقای حسامی، سلام
ممنونم بابت وقتی که گذاشتید و این مطلب رو خیلی کاملتر از تون چیزی که پرسیده بودم جواب دادید. توضیحاتتون خیلی مفید بود، به خصوص در مورد خمکاری فلز که قبلاً هم سرش به مشکل خورده بودم. یک دنیا ممنون
ممنونم بابت وقتی که گذاشتید و این مطلب رو خیلی کاملتر از تون چیزی که پرسیده بودم جواب دادید. توضیحاتتون خیلی مفید بود، به خصوص در مورد خمکاری فلز که قبلاً هم سرش به مشکل خورده بودم. یک دنیا ممنون
-
rohamavation
نام: roham hesami radرهام حسامی راد
محل اقامت: 100 مایلی شمال لندن جاده آیلستون، لستر، لسترشر. LE2
عضویت : سهشنبه ۱۳۹۹/۸/۲۰ - ۰۸:۳۴
پست: 3282-
سپاس: 5494
- جنسیت:
تماس:
Re: محاسبه زاویه برش
خواهش میکنم
معادله تخمین حداکثر نیروی خمشی،
${\displaystyle F_{\text{max}}=k{\frac {TLt^{2}}{W}}}$نیروی مورد نیاز برای به دست آوردن خمش را دقیقاً همانطور که انجام داده اید محاسبه کنید.
$F = \frac{3 \delta \pi d^4 E}{32l^3}$
مقدار تنش برشی را محاسبه کنید.کرد
$\sigma_{max}= \frac{Fl}{\frac{\pi d^3}{32}} = \frac{32Fl}{\pi d^3} \tag{3}$
در اینجا مقاومت خمشی برای یک مقطع دایره ای قبلاً در فرمول درج شده است و ممان خمشی برای حداکثر ممان که Fl است جایگزین شده است.تنش خمشی $\sigma = My / I$
که در آن k عاملی است که چندین پارامتر از جمله اصطکاک را در نظر می گیرد. T مقاومت کششی نهایی فلز است. L و t به ترتیب طول و ضخامت ورق فلز هستند. متغیر W عرض باز یک V-die یا دای پاک کن است. مقدار خمشی (BA) طول قوس خط خنثی بین نقاط مماس یک خم در هر ماده است. با اضافه کردن طول هر فلنج به اندازه B در نمودار به BA طول الگوی مسطح به دست میآید. این فرمول مقدار ینه خمشی برای تعیین طول الگوی مسطح استفاده می شود، زمانی که یک خم از 1) مرکز شعاع، 2) یک نقطه مماس شعاع (B) یا 3) نقطه مماس بیرونی شعاع در یک نقطه حاد اندازه گیری می شود. خم زاویه (C). هنگامی که به مماس بیرونی ابعاد داده می شود، ضخامت ماده و شعاع خمش از آن کم می شود تا بعد به نقطه مماس شعاع قبل از افزودن در مقدار خمش پیدا شود.
BA را می توان با استفاده از فرمول زیر تخمین زد که ضریب K تجربی را در بر می گیرد:${\displaystyle BA=A\left({\frac {\pi }{180}}\right)\left(R+(K\times T\right))} $نمودار کسر خم برای محاسبات ورق فلز
نموداری که طرح ابعاد استاندارد را هنگام استفاده از فرمولهای کسر خمشی نشان میدهد
کسر خم BD به عنوان تفاوت بین مجموع طول فلنج (از لبه تا راس) و طول مسطح اولیه تعریف می شود.
ست بیرونی (OSSB) طول از نقطه مماس شعاع تا راس بیرون خم است. کسر خم (BD) دو برابر عقبگرد بیرونی منهای مقدار خمیدگی است. BD با استفاده از فرمول زیر محاسبه می شود، که در آن A زاویه بر حسب رادیان است (=درجه*π/180):کسر خم BD به عنوان تفاوت بین مجموع طول فلنج تعریف می شود. ست بیرونی (OSSB) طول از نقطه مماس شعاع تا راس بیرون خم است. کسر خم (BD) دو برابر عقبگرد بیرونی منهای مقدار خمیدگی است.هنگام خم کردن یک فلز، داخل فشرده می شود و بیرون منبسط می شود. این باعث می شود فلز در انتها منبسط شود و طول فلز شما تغییر کند.
${\displaystyle BD=2\left(R+T\right)\tan {\frac {A}{2}}-BA}$
برای خمیدگی های 90 درجه، این فرمول را می توان به صورت زیر ساده کرد:
${\displaystyle BD=R\left(2-A\right)+T\left(2-KA\right)} $
عامل K ضریب K نسبتی از محل خط خنثی به ضخامت ماده است که با t/T تعریف می شود که در آن t = محل خط خنثی و T = ضخامت ماده است. فرمول ضریب K تنشهای شکلدهی را در نظر نمیگیرد، بلکه صرفاً یک محاسبه هندسی از محل خط خنثی پس از اعمال نیرو است و بنابراین مجموعهای از تمام عوامل ناشناخته (خطا) برای یک تنظیم معین است. . ضریب K به متغیرهای زیادی از جمله مواد، نوع عملیات خمش (سکه گذاری، ته نشینی، خم شدن هوا و غیره) ابزارها و غیره بستگی دارد و معمولاً بین 0.3 تا 0.5 است.
معادله زیر ضریب K را به مقدار خمش مرتبط می کند:مقدار ضریب k شما را قادر می سازد تا مقدار کل کشیدگی را که در یک خم مشخص رخ می دهد، پیش بینی کنید. ضریب k به شما این امکان را می دهد که میزان خمش، عقب نشینی بیرونی، کسر خمیدگی و چیدمان مسطح قسمت دقیقی را که در حال شکل دادن هستید محاسبه کنید.$K=\frac{t}{Mt}$t = محور خنثی، Mt = ضخامت موادمیزان خمش مقدار ابعادی است که از طریق ازدیاد طول در طی فرآیند خمش به یک قطعه اضافه می شود.
$BA=\frac{A}{360}\times 2\pi \left ( R+K\times Mt \right )$
BA = خمش، A = زاویه خم، R = شعاع داخلی، K = ضریب K
${\displaystyle K={\frac {-R+{\frac {BA}{\pi A/180}}}{T}}.}$, $k=\frac{log,min(100,\frac{max(20R,Mt)}{Mt})}{2log(100)}$.hope I helped you understand the question. Roham Hesami, sixth semester of aerospace engineering
رهام حسامی ترم ششم مهندسی هوافضا
معادله تخمین حداکثر نیروی خمشی،
${\displaystyle F_{\text{max}}=k{\frac {TLt^{2}}{W}}}$نیروی مورد نیاز برای به دست آوردن خمش را دقیقاً همانطور که انجام داده اید محاسبه کنید.
$F = \frac{3 \delta \pi d^4 E}{32l^3}$
مقدار تنش برشی را محاسبه کنید.کرد
$\sigma_{max}= \frac{Fl}{\frac{\pi d^3}{32}} = \frac{32Fl}{\pi d^3} \tag{3}$
در اینجا مقاومت خمشی برای یک مقطع دایره ای قبلاً در فرمول درج شده است و ممان خمشی برای حداکثر ممان که Fl است جایگزین شده است.تنش خمشی $\sigma = My / I$
که در آن k عاملی است که چندین پارامتر از جمله اصطکاک را در نظر می گیرد. T مقاومت کششی نهایی فلز است. L و t به ترتیب طول و ضخامت ورق فلز هستند. متغیر W عرض باز یک V-die یا دای پاک کن است. مقدار خمشی (BA) طول قوس خط خنثی بین نقاط مماس یک خم در هر ماده است. با اضافه کردن طول هر فلنج به اندازه B در نمودار به BA طول الگوی مسطح به دست میآید. این فرمول مقدار ینه خمشی برای تعیین طول الگوی مسطح استفاده می شود، زمانی که یک خم از 1) مرکز شعاع، 2) یک نقطه مماس شعاع (B) یا 3) نقطه مماس بیرونی شعاع در یک نقطه حاد اندازه گیری می شود. خم زاویه (C). هنگامی که به مماس بیرونی ابعاد داده می شود، ضخامت ماده و شعاع خمش از آن کم می شود تا بعد به نقطه مماس شعاع قبل از افزودن در مقدار خمش پیدا شود.
BA را می توان با استفاده از فرمول زیر تخمین زد که ضریب K تجربی را در بر می گیرد:${\displaystyle BA=A\left({\frac {\pi }{180}}\right)\left(R+(K\times T\right))} $نمودار کسر خم برای محاسبات ورق فلز
نموداری که طرح ابعاد استاندارد را هنگام استفاده از فرمولهای کسر خمشی نشان میدهد
کسر خم BD به عنوان تفاوت بین مجموع طول فلنج (از لبه تا راس) و طول مسطح اولیه تعریف می شود.
ست بیرونی (OSSB) طول از نقطه مماس شعاع تا راس بیرون خم است. کسر خم (BD) دو برابر عقبگرد بیرونی منهای مقدار خمیدگی است. BD با استفاده از فرمول زیر محاسبه می شود، که در آن A زاویه بر حسب رادیان است (=درجه*π/180):کسر خم BD به عنوان تفاوت بین مجموع طول فلنج تعریف می شود. ست بیرونی (OSSB) طول از نقطه مماس شعاع تا راس بیرون خم است. کسر خم (BD) دو برابر عقبگرد بیرونی منهای مقدار خمیدگی است.هنگام خم کردن یک فلز، داخل فشرده می شود و بیرون منبسط می شود. این باعث می شود فلز در انتها منبسط شود و طول فلز شما تغییر کند.
${\displaystyle BD=2\left(R+T\right)\tan {\frac {A}{2}}-BA}$
برای خمیدگی های 90 درجه، این فرمول را می توان به صورت زیر ساده کرد:
${\displaystyle BD=R\left(2-A\right)+T\left(2-KA\right)} $
عامل K ضریب K نسبتی از محل خط خنثی به ضخامت ماده است که با t/T تعریف می شود که در آن t = محل خط خنثی و T = ضخامت ماده است. فرمول ضریب K تنشهای شکلدهی را در نظر نمیگیرد، بلکه صرفاً یک محاسبه هندسی از محل خط خنثی پس از اعمال نیرو است و بنابراین مجموعهای از تمام عوامل ناشناخته (خطا) برای یک تنظیم معین است. . ضریب K به متغیرهای زیادی از جمله مواد، نوع عملیات خمش (سکه گذاری، ته نشینی، خم شدن هوا و غیره) ابزارها و غیره بستگی دارد و معمولاً بین 0.3 تا 0.5 است.
معادله زیر ضریب K را به مقدار خمش مرتبط می کند:مقدار ضریب k شما را قادر می سازد تا مقدار کل کشیدگی را که در یک خم مشخص رخ می دهد، پیش بینی کنید. ضریب k به شما این امکان را می دهد که میزان خمش، عقب نشینی بیرونی، کسر خمیدگی و چیدمان مسطح قسمت دقیقی را که در حال شکل دادن هستید محاسبه کنید.$K=\frac{t}{Mt}$t = محور خنثی، Mt = ضخامت موادمیزان خمش مقدار ابعادی است که از طریق ازدیاد طول در طی فرآیند خمش به یک قطعه اضافه می شود.
$BA=\frac{A}{360}\times 2\pi \left ( R+K\times Mt \right )$
BA = خمش، A = زاویه خم، R = شعاع داخلی، K = ضریب K
${\displaystyle K={\frac {-R+{\frac {BA}{\pi A/180}}}{T}}.}$, $k=\frac{log,min(100,\frac{max(20R,Mt)}{Mt})}{2log(100)}$.hope I helped you understand the question. Roham Hesami, sixth semester of aerospace engineering
آخرین ویرایش توسط rohamavation دوشنبه ۱۴۰۱/۱/۸ - ۱۳:۳۵, ویرایش شده کلا 1 بار